概要
羽毛において、かさ高とはふくらみの事です。羽毛は大きく膨らんで空気を含むことで高い保温性を発揮します。同じ羽毛量でもかさ高が大きい程ふくらみが大きく、保温性がよく、高品質な羽毛となります。
ダウンパワーやフィルパワーの品質表示が記載してある商品等、かさ高性の試験を行い品質管理をしていくことが大切です。
| かさ高性と羽毛品質 |
 天びんが左右釣り合っています。 |
|---|---|
| 1.ダウン率が高い程柔らかで、ふくらみがあります | |
| 2.フェザーやファイバー等の混入が少ない程、ふくらみがあります | |
| 3.成熟している羽毛はダウンボールが大きく弾力性があり、ふくらみが増します | |
| 4.良く洗浄乾燥された清潔な羽毛は臭いも無く、ふくらみが増します |
羽毛ではかさ高性を示す指標として、下記の単位がよく用いられます。
- ダウンパワー(dp)
羽毛試験方法 JIS L 1903 のかさ高性試験では、a)体積測定による方法、b)高さ測定による方法の二つの方法があります。
このうち、a)で測定した結果は羽毛1g当たりの体積(cm3/g)を表し、これを「ダウンパワー」と称しています。「ダウンパワー」は、寝装品によく使われています。 一方、b)で測定した結果は、羽毛のかさ高を高さ(mm)で表しダウンパワーとは区別されています。 - フィルパワー(FP)
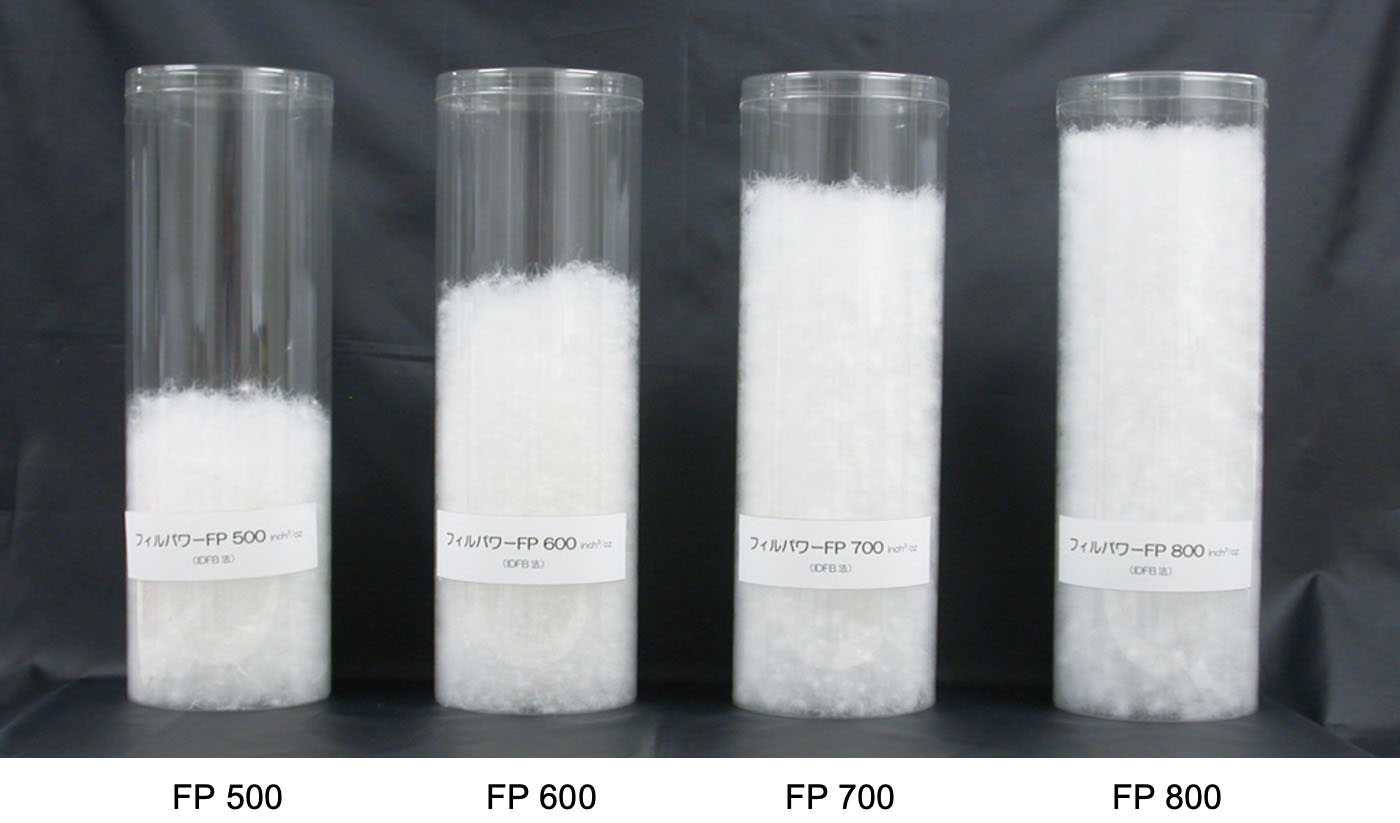
ダウンジャケットなどで「フィルパワー」「FP」という表示を見ます。これは国際羽毛協会の試験方法であるIDFB Part10(後述)にて測定したかさ高で、体積測定法になります。「フィルパワー」は羽毛30g当たりの体積(inch3 /30g)で表します。「FP 600」とは30gの羽毛が600 inch3に膨らんでいることを表し、数値が大きい程高品質な羽毛となります。
参考:1inch(インチ)=2.54cm
IDFB Part10:国際羽毛協会(IDFB)の定めるフィルパワー測定方法で、国際的に最も広く使用されているかさ高試験方法です。
JISダウンパワーと同じく羽毛の重量当たりの体積を測定する試験ですが、JISダウンパワーとは試験手順や試験結果の単位が異なります。
フィルパワー(FP)の値と羽毛のふくらみ具合の比較
試験方法
かさ高性 ~体積測定(ダウンパワー)/高さ測定 JIS L 1903~
- 試料の前処理(スチーム法)
1)試料約35gをステンレス金網製調整容器に入れよく撹拌します。
2)蓋をした後、ドライヤーで2分間熱風を吹き付けます。
3)直ちにスチームを40秒間吹き付けた後、3~10分間放置します。
4)ドライヤーで3分間熱風を吹き付けて試料を乾燥させ、温湿度の変化が少ない場所に24時間以上放置します。
5) 再度ドライヤーを2分間吹き付けた後、5時間以上標準状態の試験室に放置します。
ステンレス金網製調整容器 - かさ高性測定操作
ステンレスシリンダー内に羽毛試料を投入し、かさ高(体積測定又は高さ測定)を計測します。1)前処理調整後の試料から30g±0.1gを量り取り試料投入器に入れます。
2)試料を投入器から測定用シリンダーにゆっくり落下させます。
3)荷重用円盤を試料に乗せ、ゆっくり荷重を掛けます。
4)2分後、試料のかさ高さ(体積測定又は高さ測定)を計測します。
5)この操作を3回繰り返し、平均値から結果を求めます。
ステンレスシリンダー
1)試料30g の投入
2)シリンダー内の試料
3)ー4)荷重と計測
試験結果サンプル
下表は試験結果のサンプルです。
| 試験項目 | 試験方法 | 試験結果 |
|---|---|---|
| かさ高性ー体積測定 (ダウンパワー) |
JIS L 1903 | 410cm3/g |
| かさ高性ー高さ測定 | JIS L 1903 付属書B |
171mm |
| フィルパワー | IDFB Part10 | 780inch3/30g |
QTEC基準
下表はQTEC基準です。
| QTEC基準 | |||
|---|---|---|---|
| 試験項目 | 試験方法 | 判定基準 | 備考 |
| かさ高性ー体積測定 (ダウンパワー) |
JIS L 1903
前処理 |
ダウン率0~49% :200 DP以上 ダウン率50~79% :250 DP以上 ダウン率80~89% :300 DP以上 ダウン率90~100%:350 DP以上 ※ダウンパワー値の表示がある場合は表示数値以上 |
|
| フィルパワー | IDFB Part10 | 表示数値以上 | フィルパワーの表示がある場合に適用 |
その他特記事項
- 必要試料量
試験に必要な試料量は羽毛原料の場合、JIS法では40g以上、IDFB法では80g以上が必要です。製品の場合では、前述の原料量が採取できるようにご準備ください。
これは我々が提出試料をよく混ぜ、偏った状態の試料からサンプリングをしないようにする為です。 - ステータスを比較表
かさ高性ー体積測定(ダウンパワー)、かさ高性ー高さ測定、フィルパワーのそれぞれステータスを比較表にまとめて記載します。呼称 試験方法 結果単位 試験量 シリンダー内径 荷重 かさ高性ー体積測定
(ダウンパワー)JIS L 1903 cm3/g 30g 290mm 94.3g かさ高性ー高さ測定 JIS L 1903
付属書Bmm 30g 290mm 120g フィルパワー IDFB Part10 inch3/30g 30g 288mm 94.3g